



AK164 4 axis nga milingi sa swiss type cnc lathe machine
Feature sa AK164
1. High-speed, high-precision, ug high-efficiency: Ang layout sa himan mao ang kamalaumon, ug ang control system nagsagop sa high-speed nga pagproseso sa kalkulasyon aron mamenosan ang oras sa pagbag-o sa himan, makuha ang pinakamaayo nga positioning, ug mamenosan ang oras sa auxiliary.
2. Taas nga kalig-on: Ang guide rail ug span structure gipalapdan, ug ang brake locking device human sa main/secondary axis indexing makapauswag sa kalig-on sa dihang ang workpiece giproseso.
3. Taas nga configuration: Ang multi-axis tool configuration dato, ug ang power tool kay standard, nga nagpalapad pag-ayo sa processing range ug nagtagbaw sa komplikadong pagproseso sa komplikadong mga bahin.
4. Taas nga rigidity: ang gibag-on sa dingding sa paghulma sa higdaanan, ang lapad nga gitas-on sa giya nga riles, ang pagkagahi ug pagkalapad sa himan sa makina.Ang bug-at nga pagputol mas labaw sa ubang mga himan sa makina ug adunay klaro nga mga bentaha sa pagproseso sa steel, alloy steel, stainless steel, ug uban pa.
Espesipikasyon
| Ihulagway | Yunit | AK164 | |||
| Mekaniko | Sistema sa controller |
| Fanuc 0i | Syntec | |
| Max maching diametro | mm | ¢16 | |||
| Stroke | mm | 150 | |||
| Panguna nga Spindle / Sub spindle RPM | rpm | 10000/8000 | 6000/6000 | ||
| Paspas nga tulin sa pagtabok | m/min | 24 | |||
| Mga galamiton | OD Tools | ea | 6×[□12×12] | ||
| Mga Gamit sa Trabaho sa Atubangan | ea | 3×[Ø25-ER16] | |||
| Cross Driven Tools | ea | 3[ER16] | |||
| Mga galamiton sa likod (giayo) | ea | / | / | ||
| Mga motor | Spindle nga motor | kw | 3.7/5.5 | 3.7 | |
| Sub Spindle nga motor | kw | 0.55/1.1 | 0.4 | ||
| Gimaneho | kw | 0.75 | |||
| Krus | kw | 0.5 | |||
| Coolant nga motor | kw | 0.25 | |||
| Ang uban | Kapasidad sa tangke sa coolant | L | 180 | ||
| Kapasidad sa tangke sa lubrication | L | 1.8 | |||
| Gitas-on gikan sa salog hangtod sa sentro sa spindle | mm | 1050 | |||
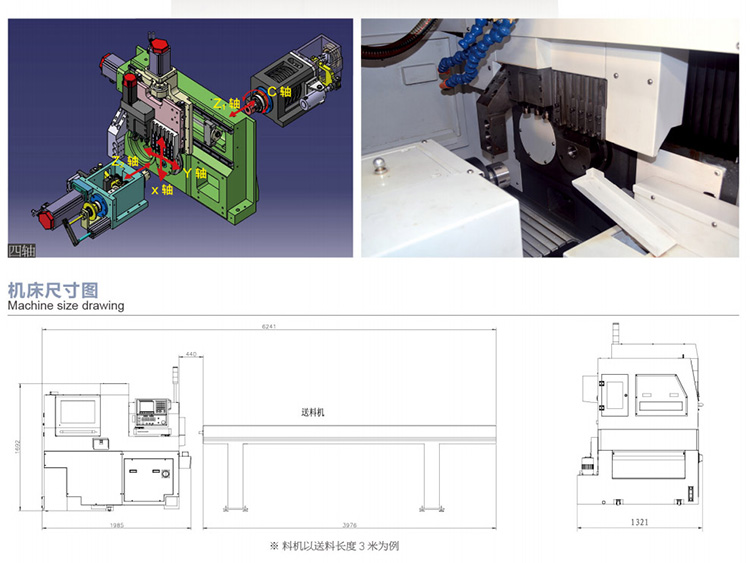
| Dimensyon | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Gibug-aton | kg | 3000 | |||
| Pagkontrol sa NC | Makontrol nga Axes | 5axis/4axis | |||
| LCD | LCD 8.4" | ||||
| Mga sumbanan sa sistema | Estandard | ||||
| Estrikto nga pagtapik | Estandard | ||||
| ligid sa kamot | Estandard | ||||
| Synchronous/hybrid nga pagkontrol | Estandard | ||||
| Helical interpolation | Estandard | ||||
Paggamit sa AK164 swiss type cnc lathe machine
Kini angay alang sa mga industriya sama sa mga awto, elektroniko, komunikasyon, IT, medikal, militar, abyasyon, hardware, makinarya ug hydraulic nga mga aksesorya.Kini gihulagway pinaagi sa abilidad sa pagprodyus daghang gidaghanon, taas nga katukma, ug komplikado nga gagmay ug medium-kadako nga mga bahin.


Teknikal nga mga bentaha
1) Ang uso sa pagsagop sa high-speed built-in electric spindle nahimong mas klaro, ug ang maximum speed sa spindle nakaabot sa 12500rpm/min.
2) Ang speed/position loop feedback nagsagop sa bag-ong mga component sama sa built-in high-resolution grating o magnetic, nga adunay mas taas nga control accuracy sa rotation ug feedback.
3) Ang kaatbang nga dual-spindle cloth structure mahimong makompleto ang full-sequence machining sa usa ka clamping, pagkunhod sa efficiency ug machining accuracy nga mga problema tungod sa secondary clamping sa workpiece, ug pagpaayo sa processing efficiency.
4) Ang multi-axis nga multi-tool control ug multi-axis linkage nga teknolohiya nagpalambo sa abilidad sa mga himan sa makina sa pagproseso sa mga komplikadong mga bahin ug sa kahusayan sa pagproseso.Ang gidaghanon sa mga control axes sa himan sa makina mao ang pito, ug ang gidaghanon sa mga non-powered nga mga himan ug powered nga mga himan labaw pa sa 20.
5) Abunda nga automatic configuration aron makab-ot ang tumong sa usa ka tawo nga multi-machine operation ug management, dugang pa sa tradisyonal nga bar conveyors, chip conveyors, ug uban pa, sama sa workpiece long/short workpiece receiver, automatic tool setting instrument, workpiece intelligent identification , workpiece Awtomatikong pop-up detection, tool breakage detection, ug uban pa malampuson nga gipatuman sa mga produkto aron mapalambo ang lebel sa automation ug pagmonitor sa mga himan sa makina.
Pag-inspeksyon sa Kalidad
Ang kompanya nagporma ug nagpatuman sa higpit nga internal nga pagkontrol sa mga sumbanan alang sa kalidad nga pagdumala aron makab-ot ang higpit nga pagmonitor sa tibuuk nga disenyo sa himan sa makina ug proseso sa paghimo.
45 inspeksyon ug pagsulay nga mga butang, 632 nga kalidad nga kontrol nga mga punto, 48 ka oras aron ma-adjust ang bug-os nga stroke load processing test, gamit ang tulo ka mga coordinate.
Instrumento sa pagsukod, British ERNISHAW laser F interferometer, Japanese SIGMA dynamic balance instrument ug uban pang mga top precision testing equipment sa kalibutan, garantiya.
Tukmang pagkontrol sa tanang detalye sa himan sa makina.

Mga kategoriya sa produkto
-

Awr22 diamante pagputol subong ligid rim pag-ayo ma ...
-

AWR32 China diamante giputol ligid polishing equipme ...
-

GB4250 China CE cnc band nakakita makina alang sa metal ...
-

VMC550 3 axis metal cnc bertikal machining cent ...
-

VMC850 Chinese 3axis bertikal cnc cnc bertikal ...
-

ck6150 Taas nga katukma 4 station electric cnc ma ...





